Engineering Materials-istanbul .technical University
This document was uploaded by user and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this DMCA report form. Report DMCA
Overview
Download & View Engineering Materials-istanbul .technical University as PDF for free.
More details
- Words: 3,149
- Pages: 21
Dr.C.Ergun, Asst.Prof Mak214-E
MAK214E Summer 2006-2007 Lecture Notes 1
1
Dr.C.Ergun, Asst.Prof Mak214-E
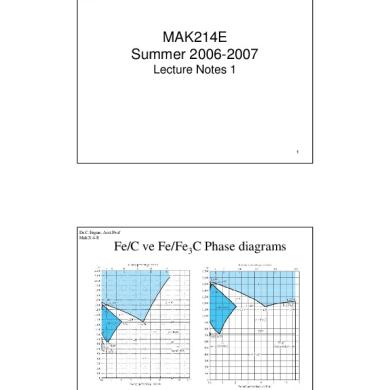
Fe/C ve Fe/Fe3C Phase diagrams
2
1
Dr.C.Ergun, Asst.Prof Mak214-E
Iron Cementite Phase Diagram
γ (ostenite)
L
γ+L
Cementite : Fe3C Ferrite : α Perlite : α + Fe3C Ostenite: γ Delta iron: δ Ledeburite.
Teutectic
Ledeburite
≈1148oC
Perlite
Temperature (oC)
δ+L
Teutectoid
Cast Iron
Steel
3
C (wt. % )
Dr.C.Ergun, Asst.Prof Mak214-E
A1, A2, A3 ve Acm temperatures A3
α+γ
γ
Acm
γ+Fe3C A1
α+Fe3C
A2: Manyetikliğin kaybolduğu Curie sıcaklıdır: 769oC. 4
2
Dr.C.Ergun, Asst.Prof Mak214-E
I II
I
III
γ
y5
III
γ y y2
y y2 y3 y4 α+Fe3C
y3
y5
1
1
Perlite
α
α+γ yy 12 y3 y4
II γ
⇑ Eutectoid Composition
Cementite
α
Perlite
Perlite
5
Dr.C.Ergun, Asst.Prof Mak214-E
Iron and steel making 1. Iron Making: Blast furnace and Pig Iron 2. Steel Making: – Secondary processes – Refining processes for clean steel
3. Ingot teeming – Segragation, piping – Rimmed, semi-killed and killed steels
4. Homogenizing with a soaking process at 1150oC. 5. Shaping processes: Semi-finished products (Billets, blooms, slabs) • Forging • Rolling • Continuous casting 6
3
Dr.C.Ergun, Asst.Prof Mak214-E Coal Processed to change to coke
Mining
Limestone, CaCO3 Iron ore Hematite magnetite limonate
Crushing
Coke
Palletizing sintering
CO Hot air
Fuel for heating of air and other furnaces
Blast furnace
Slag Casting of pig iron Carried with ladles (small cars)
Steel production
Couple furnace Cast iron production
Later used in Road ballast Cements Filler materials
Basic Oxygen Furnace Open Hearth Furnace (S-M)
Vacuum Arc Remelting
Electric Arc Furnace
Vacuum Induction Melting
Vacuum Degassing
Electro-slag Refining
7
Dr.C.Ergun, Asst.Prof Mak214-E
Iron and steel making and Blast furnace
Ore to Steel
• The principle ores: Hematite (Fe2O3), Magnetite (Fe3O4), Siderite (FeCO3), etc. • Limestone: (CaCO3) to produce fluxes to remove the impurities from the molten metal and react with imruties forming fluid fluxes and slag. •Coke: generates heat for chemical reaction and produce CO to reduce iron oxide to iron. Pig iron
For 1 ton pig iron Æ 0,5 ton slug 6 tons CO
Steel
are produced
• Hot air: supplies oxygen to burn the coke and produce CO. •Air used is preheated by using CO leaving the furnace thus necessary coke was decreased about 8 70%.
4
Dr.C.Ergun, Asst.Prof Mak214-E
Iron making and Couple Furnace
•Slug: taken at the intervals of 5-6 hrs. Later used in making cements, fertilizer, pavements, road ballasts, building materials, insulations. •CO: first washed and then use to power the preheating system of air and fueling the other furnaces in the plant. Pig iron + Scrap+Limestone + Coke + Hot air.
Reduction of the iron oxide: F2O3 (ore) + 3C Æ 2Fe + 3CO Fe2O3 (ore)+ 3CO Æ 3CO2 Production of reducing gas: C (coke) + O2 Æ CO2 CO2 + C Æ 2CO
Dr.C.Ergun, Asst.Prof Mak214-E
Basic oxygen furnace (Converter) Open Heart furnace (Simens-Martin) Electric arc furnace
Vacuum Degassing
Vacuum Arc-remelting
Electroslag melting
9
Steel Making: Secondary processes •Pig iron: Carbon 4-6 %C + ingredients Si, S, P, Mn, etc. •In steel: 0,06-2% C and other inclusions such as S, P, Si, Mn, and non-metallics- oxides silicates, sulfides, etc. detrimental to the properties of steel by reducing the mechanical properties of steel such as fatigue, fracture resistance. Therefore clean steel is always prefered. •Oxygen to remove C and fluxing agent to remove ingredients. •“Bessemer process” : used in the past. •“Open heart process” : used until recently. •Today: •Basic oxygen furnace •Open hearth furnace •Electric furnace •For production of very clean steels •Vacuum degassing •Vacuum arc remelting •Vacuum induction melting 10 •Electro-slag refining
5
Dr.C.Ergun, Asst.Prof Mak214-E
Steel Making: Refining Processes Basic oxygen furnace (converter): Ladle shaped vessel, scrap 25%, molten pig iron 75%. Pressurized oxygen introduced into molten charge. No external heat needed. Short refining times compared to with open heart furnace. Open heart furnace (Simens-martin): Heart shaped vessel, scrap + molten pig iron. Fuel air mixture with oxygen introduced into molten charge. A slag layer forms at the top of the molten metal. Capacity: 300 tons / 5-8 hrs Electric arc furnace: Scrap and/or pig iron. Arc forms between Carbon electrodes and metal charge. Capacity: 50 tons. Less Complex equipments. Clean steel. Recycling of steel done in a cheap and quick way
In steel: 0,06-2% C and other inclusions such as S, P, Si, Mn, and non-metallics- oxides silicates, sulfides, etc. All inclusions are very detrimental to the properties of steel by reducing the mechanical properties of steel such as fatigue, fracture resistance. 11 There is a need for clean steels for advanced applications
Dr.C.Ergun, Asst.Prof Mak214-E
Steel Making: Refining Processes Vacuum degassing: The steel is first melted in another furnace (OH, OF, electric F.) and then vacuumed under the molten state. Thus dissolved gasses such as N2, O2, H2, etc., removed. Vacuum Arc Remelting: Ingots are remelted with an arc established between the electrodes and water cooled copper mold when all the system was under vacuum. Used for super alloys and extra clean steels. Electro-slag melting: Ingots are used as electrodes for remelting the metal in a water cooled copper mold Purification by the molten flux removing the impurities. Used for tool steels and special purpose steels. Vacuum induction melting: Ingots or scrapts are melted in a cruciple by high frequency induction currents under vacuum. Casting also performed under vacuum.
New methods: Electron beam refining: during the pouring of the molten metal into the mold under vacuum, it is subjected to an electron beam that vaporizes the impurities. Ladle refining: this is still under development. The refining process is achieved during the transportation of the molten metal in the ladle cars by using fluxing agents and argon gas. 12
6
Dr.C.Ergun, Asst.Prof Mak214-E
Ingot Teeming (pouring)
****
• Molten steel is poured into ingot molds which are refractory lined steel boxes. •During the solidification, segregation and shrinkage is problem in this ingots •Inhomogenity (Segregation): Composition differences at different zones. •In a regular solidification process: The first solidified metal is to be purer than the last solidified ones. This is a natural tendency. Steel that obtained from an ingot having a skin purer than its center is called “Rimmed steel”. These steels have many detrimental effects in their structures. •The pipe region can be cut off. •Segregation can be minimized by adding elements to the steel such as Si and Al which have higher chemical affinity to the oxygen than carbon and alter the ingot solidification characteristics by removing dissolved O from the melt and preventing boiling action. These are called “KILLED STEELS” because molten metal stays quit during the solidification. •If only Si is used, the steel is called Semi-killed steels. 13
Dr.C.Ergun, Asst.Prof Mak214-E
Only Si is used in semi-kill steels
Al and Si is used in killed steels.
• • • •
****
Rimmed Capped Semi-killed Killed
•Pipe formating - piping is due to the volumetric shrinkage occurs during the solidification: cut off. •Segregation can be reduced by homogenization heat treatment at 1150oC 14
7
Dr.C.Ergun, Asst.Prof Mak214-E
Shaping • Ingot has very limited applications. • Therefore it is converted into semifinished products usually with hot working process. • Forging, Rolling or extrusion common methods. Product Ingot Slab Bloom Billet
Dimensions 500 x 500 x 2000 150 x 400 x 3000 200 x 250 x 3000 100 x 100 x 9000
Cross section Square Thin rectangular Thick rectangular Square
Flat Products
Dr.C.Ergun, Asst.Prof Mak214-E
Plate
5mm-50mm
Sheet
<5mm
15
Converting steel ingot into shapes •Converting ingots and continuous cast into shapes and finished products. •Thousands of different shapes by steel mils starting from ingots can be produced •Semi-finished shapes depending on their dimensions: billets, blooms, slabs. •Different manufacturing tolerances, different terminology, different surface finishes, different chemical composition are possible •Cold finished or tempered conditions are possible
16
8
Dr.C.Ergun, Asst.Prof Mak214-E
Continues Casting (Strand casting) •First introduced in 1960s. •Eliminates the Ingot teeming process. •Pouring the molten steel into a water cooled mold with a hole in the desired shape: rounds, rectangles, etc. •Usually cut into lengths and sold in this form or rolled into bars, shapes or sheets.
17
Dr.C.Ergun, Asst.Prof Mak214-E
Steel Semi-finished Products
18
9
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements on the properties of steels
19
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements
Carbon (C): decreases the ductility, formability, weldability increases the strength and hardenability. Manganese (Mn): increases the strength, shock resistance, toughness, hardenability, weldebility, hot formability, no change in ductility. In addition Mn is a strong austenite former by reducing the eutectoid temperature below to room temperature. Handfield steel with 1% C and 12% Mn has strong deformation hardening ability allowing increase in strength in service (helmets, railway equipments, rock crushers jaws, shovel dippers, etc.) Silicone (Si): increases strength, decreases the weldability, magnetic losses, oxide formation affinity, no change in ductility. In addition Si has higher affinity to O than carbon therefore used as deoxizing agent (semi-killed steels). It is also austenite former agent leading the nucleation of austenite grain in many size yielding finer grain size.
20
10
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements
Chromium (Cr): as the Cr content increases, strength, hardenability, corrosion resistance, high temperature strength, decreases the oxide formation tendency. (forms a very coherent oxide layer on the surface preventing further oxidation-- in stainless steels). It is also strong carbide former as an essential factor behaving as a strong second phase particle, therefore, obstructs the dislocation motion particularly at elevated temperatures. Nickel (Ni): increases the strength, toughness (even at sub zero temperatures), hardenability, no change in ductility. It is an austenite former, therefore, widely used in austenitic stainless steels. Molybdenum (Mo): increases the hardenability, high temperature strength, decreases the risk for temper embritterment (~0.5 % Mo). Since the melting point of molybdenum carbide is very high, it provides high temperature strength which is very useful in some HSS (high speed steel) tools.
21
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements
Vanadium (V) and Tungsten (W): as the V and W content; increases the strength, high temperature strength, wear resistance, since both are strong carbide formers widely used in HSS tools. Copper (Cu): restricted to max. 0.35%. Up to 0.2 % provides some resistance against to atmospheric corrosion. Not desired in spring steels. Aluminum (Al): used as a grain refinement agent especially in the form of AlN particles. It is also deoxidizing agent used in killed steels. Also increases nitridability. Zirconium (Zr), Titanium (Ti), Niobium (Nb) and Tantalum (Ta): Strong carbide formers even better than Cr. Therefore commonly used in austenitic stainless steel to free the Cr and thus further increase the corrosion resistance. Their even small concentration (~0.5 % ) can forms small carbides at grain boundaries providing very fine grain size which is the reason to high strength and ductility of low alloy (HSLA) steel, commonly used in automotive industry.
22
11
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements
Phosphorus (P): decreases the toughness, impact resistance, cold formability, weldebility increase the corrosion resistance. Its contend is limited 0.035% max. in quality steels. Sulfur (S): The excess sulfur reduces the ability for hot (900oC) deformation of steel forming the brittle FeS phase at the grain boundaries (hot brittleness). The solubility of S is higher than C therefore it restricts the formation of pearlite in the zones with higher S contents, leading a banded structure of pearlite and ferrite. (Macroscopy experiment: flow lines). This causes severe anisotropy in the mechanical prop of steel therefore S content is limited 0.035%. However, 0.3% S may be added to free cutting steels to increase the chip formation thus the machinability. Oxygen (O): Produces iron oxide at grain boundaries leading high brittleness in steels. Therefore steels are deoxidized with Si and Al to avoid the risk.
23
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements
Hydrogen (H): ıt is smallest element therefore can penetrate inside of the steels along their grain boundaries. The formation of H2 molecules creates pressure at the grain boundaries. When this is associated with the external stresses acting on the material, brittle fracture may occur which is called hydrogen embitterment. This is particularly very harmful for high strength steels. Nitrogen (N): Increases the tendency of aging and strain aging of low carbon steels. Thus the distinct yield point becomes apparent and the strength increase and ductility decrease. The nitrides of Cr, Al etc. increases high temperature strength of steels. It is used in PH (precipitation hardening) stainless steels for this purpose.
24
12
Dr.C.Ergun, Asst.Prof Mak214-E
Types of Steels
•Constructional steels: •Profiles ( Fe37, Fe 42, Fe 50, 1010, 1020, 1040, etc.), •Sheet or plates -deep drawing quality ( low carbon, fine grain), thin plate, galvanize, plates for ship buildings. •Heat treatable steels (for combination of strength and ductility) •Carbon steels •Low Alloy steels (alloyed less than 5%) •Carburizing steels (low carbon steels for case hardening) •Nitriding steels (alloyed with nitride formers such as Al and Cr) •Free cutting steels: (To be easiliy cut by tools: high machinability, high S content) •Spring steels (0.5-0.6 C and good hardenability and elastic properties) •Bolt steels (Good cold formability for thread rolling) •High temperature steels: For boilers and pipes •Sub zero steels (shows no DBTT, generally austenitic steels) •Valve steels (high strength, good toughness and ductility) •Stainless steel (Ferritic, Martensitic, Austenitic, Precipitation Hardening) •Tools steels (Hot work and Cold work Tool steel, High speed steels) •Ball bearing steels •Electrical steels Extra low C with Si up to 3%. •Non-magnetizable steels -austenitic steels •High strength low alloy steels (HSLA) micro alloyed with V or Nb etc. Common in automotive industry. •Dual phase steels (contains martensite in ferrite matrix, obtained with inter-critical range annealing and quenching, widely demanded for transport vehicles) •Maraging steels ( ultra high strength as a result of martensitic transformation and following aging treatment) 25 •Cast steels:
Dr.C.Ergun, Asst.Prof Mak214-E
Designation - Coding system of Steels 1. Symbols based on the Processing method: Carbon Reduction processes Thomas Process (T) Basic Oxygen (O) Simens Martin (M) Electric arc (E) Induction Furnace (I) Solidification Process TS DIN • Rimmed (K) (U) • Semi killed (Si) (SY) (R) • Killed (Si + Al) (S)
Coding system
Turkish and German
American
American Standards Symbols based on: 2. Mechanical Properties (Tensile) (construction steels) FeXX or StXX 3. Chemical Composition a. Plain carbon (C35) b. Low alloy (15CrMo5) c. Free Cutting (22S20) d. Alloy steels (X 50 CrMoW 9 11)
•Carbon and Low alloy (1040) •Stainless steel (316) •Tool steels (T1)
26
13
Dr.C.Ergun, Asst.Prof Mak214-E
2. Construction Steels Fe14 ???
Fe XX
(or St XX) Minimum tensile strength in Kgf/mm2
Constructional Steel
St 37 (Tensile strength: minimum 37 kgf/mm2)
3. Chemical Composition (a) Plain carbon steels
C35 C % content x 100
Plain Carbon steel C 35 Ck 35 Cf 35 Cq 35
Plain Carbon Steel (S and P: lower than 0.050%) Quality Steel (S and P: lower than 0.035%) Surface Hardening grade Steel Cold Forming grade Steel 27
Dr.C.Ergun, Asst.Prof Mak214-E
3. Chemical Composition (b) Low alloy steels C % content x 100 Alloying element ordered with respect to amount
% of the highest content element x MF
Elements Multiplication Factor Cr, Mn, Ni, Si, Al, Mo, Nb, W, etc 4 V, Zr 10 C, P, S, N, Ce 100 B 1000 No number if concentration is <1% 28
14
Dr.C.Ergun, Asst.Prof Mak214-E
1.25 % Cr content
15 CrMo 5 0.15 % C Cr and Mo: Principal alloying elements
M S Ck45
Simens Martin Killed Steel
T K St42
Thomas
0.45 % C
42 Kgf/mm2
Rimmed Steel
Quality C Steel
Constructional Steel Basic Oxygen Semi Killed
O Sy C20
0.20 % C
Carbon Steel
29
Dr.C.Ergun, Asst.Prof Mak214-E
3. Chemical Composition (c) Free cutting steels S
C % content x 100
S % multiplied by 100
Free cutting Steel
Alloying element other than C and S 0.22 % C
22 S MnPb 36 22 S 20
Free Cutting Steel Mn and Pb other than C ranked order
0.36 % S
0.22 % C
0.2 % S
Free Cutting Steel 30
15
Dr.C.Ergun, Asst.Prof Mak214-E
3. Alloy steel: If total alloying element content is higer than 5%. % Alloying X elements Simens without factors Martin Alloying elements C % Content other than C x 100 No number if concentration <1%
High Alloy Steel
High Alloy Steel
X 50 CrMoW 9 1 1 Main Alloying elements Cr, Mo, W
0.5 % C
9 % Cr 1% Mo 1% W
18 % Cr 9% Ni <1% Ti
X 5 CrNiTi 18 9 Cr, Mo, Ti 0.05 % C
Dr.C.Ergun, Asst.Prof Mak214-E
American Standards
First 2 digit: Main Alloying elements
Second 2 digids: C content X100
XXXX
Carbon and Low alloy Steels 1xxx 11xx 12xx 13xx 2xxx 3xxx
31
Plain Carbon St. Free Cutting St (resulfurized) Free Cutting St. (Si added) Plain Carbon St (Mn added) Nickel steels Nickel+Chromium St.
4xxx 41xx 43xx 5xxx 6xxx 7xxx 86xx 92xx
Molibdenum St Mo + Cr St Mo + Cr + Ni St Chromium St Vanadium St Tungsten St Ni + Cr + Mo Steels Si steels
Stainless Steels Three digit designation 3xx Austenitic stainless steel 304, 316, 321, etc. 4xx Ferritic and/or Martensitic Stainless steel, 410, 430 (ferritic), 440 (martensitic),
32
16
Dr.C.Ergun, Asst.Prof Mak214-E
Code M1 T1 H10 H21 H42 A2 D2 O1 S1 L2 P2 W1
Tool Steels
Letter: Alloying elements, working cond., heat Type of Tool Steel treatment, etc. Molybdenum HSS Tungsten HSS Chromium Hot work tool steel Tungsten Hot work tool steel Molibdenum Hot work tool steel Air Hardening Medium Alloy Cold work tool steel High C High Cr Cold work tool steel Digits: Designation Oil Hardening Cold work tool steel the Composition Shock resistant steel Low alloy special purpose tool steel Low C mold steel Water hardening tool steel
33
Dr.C.Ergun, Asst.Prof Mak214-E
Types of Steels 1. Constructional steels 2. Heat treatable steels 3. Carburizing steels 4. Nitriding steels 5. Free cutting steels 6. Spring steels 7. Bolt steels 8. High temperature steels 9. Sub-zero steels 10. Valve steels 11. Stainless steels 12. Tool steels 13. Bolt steels 14. Electrical steels 15. Non-magnetizable steels 16. HSLA steels 17. Dual phase steels 18. Maraging steels 19. Cast steels 34
17
Dr.C.Ergun, Asst.Prof Mak214-E
Coding systems of Steels
What should be the characteristic feartures of heat treatable steels? Why a steel becomes a heat treatable steel? 35
Dr.C.Ergun, Asst.Prof Mak214-E
Describe the difference between carburizing and nitiding steels?
36
18
Dr.C.Ergun, Asst.Prof Mak214-E
37
Dr.C.Ergun, Asst.Prof Mak214-E
What would be the mechanism to make a steel appropriate for high T applications?
Why subzero? Which elements are improtant?
38
19
Dr.C.Ergun, Asst.Prof Mak214-E
Which elements should be dominant? Which elements are needed for martensitic stainless steels? Why?
Which elements should be dominant?
How can a PH SS be strenghtened? 39
Dr.C.Ergun, Asst.Prof Mak214-E
40
20
Dr.C.Ergun, Asst.Prof Mak214-E
41
Dr.C.Ergun, Asst.Prof Mak214-E
42
21
MAK214E Summer 2006-2007 Lecture Notes 1
1
Dr.C.Ergun, Asst.Prof Mak214-E
Fe/C ve Fe/Fe3C Phase diagrams
2
1
Dr.C.Ergun, Asst.Prof Mak214-E
Iron Cementite Phase Diagram
γ (ostenite)
L
γ+L
Cementite : Fe3C Ferrite : α Perlite : α + Fe3C Ostenite: γ Delta iron: δ Ledeburite.
Teutectic
Ledeburite
≈1148oC
Perlite
Temperature (oC)
δ+L
Teutectoid
Cast Iron
Steel
3
C (wt. % )
Dr.C.Ergun, Asst.Prof Mak214-E
A1, A2, A3 ve Acm temperatures A3
α+γ
γ
Acm
γ+Fe3C A1
α+Fe3C
A2: Manyetikliğin kaybolduğu Curie sıcaklıdır: 769oC. 4
2
Dr.C.Ergun, Asst.Prof Mak214-E
I II
I
III
γ
y5
III
γ y y2
y y2 y3 y4 α+Fe3C
y3
y5
1
1
Perlite
α
α+γ yy 12 y3 y4
II γ
⇑ Eutectoid Composition
Cementite
α
Perlite
Perlite
5
Dr.C.Ergun, Asst.Prof Mak214-E
Iron and steel making 1. Iron Making: Blast furnace and Pig Iron 2. Steel Making: – Secondary processes – Refining processes for clean steel
3. Ingot teeming – Segragation, piping – Rimmed, semi-killed and killed steels
4. Homogenizing with a soaking process at 1150oC. 5. Shaping processes: Semi-finished products (Billets, blooms, slabs) • Forging • Rolling • Continuous casting 6
3
Dr.C.Ergun, Asst.Prof Mak214-E Coal Processed to change to coke
Mining
Limestone, CaCO3 Iron ore Hematite magnetite limonate
Crushing
Coke
Palletizing sintering
CO Hot air
Fuel for heating of air and other furnaces
Blast furnace
Slag Casting of pig iron Carried with ladles (small cars)
Steel production
Couple furnace Cast iron production
Later used in Road ballast Cements Filler materials
Basic Oxygen Furnace Open Hearth Furnace (S-M)
Vacuum Arc Remelting
Electric Arc Furnace
Vacuum Induction Melting
Vacuum Degassing
Electro-slag Refining
7
Dr.C.Ergun, Asst.Prof Mak214-E
Iron and steel making and Blast furnace
Ore to Steel
• The principle ores: Hematite (Fe2O3), Magnetite (Fe3O4), Siderite (FeCO3), etc. • Limestone: (CaCO3) to produce fluxes to remove the impurities from the molten metal and react with imruties forming fluid fluxes and slag. •Coke: generates heat for chemical reaction and produce CO to reduce iron oxide to iron. Pig iron
For 1 ton pig iron Æ 0,5 ton slug 6 tons CO
Steel
are produced
• Hot air: supplies oxygen to burn the coke and produce CO. •Air used is preheated by using CO leaving the furnace thus necessary coke was decreased about 8 70%.
4
Dr.C.Ergun, Asst.Prof Mak214-E
Iron making and Couple Furnace
•Slug: taken at the intervals of 5-6 hrs. Later used in making cements, fertilizer, pavements, road ballasts, building materials, insulations. •CO: first washed and then use to power the preheating system of air and fueling the other furnaces in the plant. Pig iron + Scrap+Limestone + Coke + Hot air.
Reduction of the iron oxide: F2O3 (ore) + 3C Æ 2Fe + 3CO Fe2O3 (ore)+ 3CO Æ 3CO2 Production of reducing gas: C (coke) + O2 Æ CO2 CO2 + C Æ 2CO
Dr.C.Ergun, Asst.Prof Mak214-E
Basic oxygen furnace (Converter) Open Heart furnace (Simens-Martin) Electric arc furnace
Vacuum Degassing
Vacuum Arc-remelting
Electroslag melting
9
Steel Making: Secondary processes •Pig iron: Carbon 4-6 %C + ingredients Si, S, P, Mn, etc. •In steel: 0,06-2% C and other inclusions such as S, P, Si, Mn, and non-metallics- oxides silicates, sulfides, etc. detrimental to the properties of steel by reducing the mechanical properties of steel such as fatigue, fracture resistance. Therefore clean steel is always prefered. •Oxygen to remove C and fluxing agent to remove ingredients. •“Bessemer process” : used in the past. •“Open heart process” : used until recently. •Today: •Basic oxygen furnace •Open hearth furnace •Electric furnace •For production of very clean steels •Vacuum degassing •Vacuum arc remelting •Vacuum induction melting 10 •Electro-slag refining
5
Dr.C.Ergun, Asst.Prof Mak214-E
Steel Making: Refining Processes Basic oxygen furnace (converter): Ladle shaped vessel, scrap 25%, molten pig iron 75%. Pressurized oxygen introduced into molten charge. No external heat needed. Short refining times compared to with open heart furnace. Open heart furnace (Simens-martin): Heart shaped vessel, scrap + molten pig iron. Fuel air mixture with oxygen introduced into molten charge. A slag layer forms at the top of the molten metal. Capacity: 300 tons / 5-8 hrs Electric arc furnace: Scrap and/or pig iron. Arc forms between Carbon electrodes and metal charge. Capacity: 50 tons. Less Complex equipments. Clean steel. Recycling of steel done in a cheap and quick way
In steel: 0,06-2% C and other inclusions such as S, P, Si, Mn, and non-metallics- oxides silicates, sulfides, etc. All inclusions are very detrimental to the properties of steel by reducing the mechanical properties of steel such as fatigue, fracture resistance. 11 There is a need for clean steels for advanced applications
Dr.C.Ergun, Asst.Prof Mak214-E
Steel Making: Refining Processes Vacuum degassing: The steel is first melted in another furnace (OH, OF, electric F.) and then vacuumed under the molten state. Thus dissolved gasses such as N2, O2, H2, etc., removed. Vacuum Arc Remelting: Ingots are remelted with an arc established between the electrodes and water cooled copper mold when all the system was under vacuum. Used for super alloys and extra clean steels. Electro-slag melting: Ingots are used as electrodes for remelting the metal in a water cooled copper mold Purification by the molten flux removing the impurities. Used for tool steels and special purpose steels. Vacuum induction melting: Ingots or scrapts are melted in a cruciple by high frequency induction currents under vacuum. Casting also performed under vacuum.
New methods: Electron beam refining: during the pouring of the molten metal into the mold under vacuum, it is subjected to an electron beam that vaporizes the impurities. Ladle refining: this is still under development. The refining process is achieved during the transportation of the molten metal in the ladle cars by using fluxing agents and argon gas. 12
6
Dr.C.Ergun, Asst.Prof Mak214-E
Ingot Teeming (pouring)
****
• Molten steel is poured into ingot molds which are refractory lined steel boxes. •During the solidification, segregation and shrinkage is problem in this ingots •Inhomogenity (Segregation): Composition differences at different zones. •In a regular solidification process: The first solidified metal is to be purer than the last solidified ones. This is a natural tendency. Steel that obtained from an ingot having a skin purer than its center is called “Rimmed steel”. These steels have many detrimental effects in their structures. •The pipe region can be cut off. •Segregation can be minimized by adding elements to the steel such as Si and Al which have higher chemical affinity to the oxygen than carbon and alter the ingot solidification characteristics by removing dissolved O from the melt and preventing boiling action. These are called “KILLED STEELS” because molten metal stays quit during the solidification. •If only Si is used, the steel is called Semi-killed steels. 13
Dr.C.Ergun, Asst.Prof Mak214-E
Only Si is used in semi-kill steels
Al and Si is used in killed steels.
• • • •
****
Rimmed Capped Semi-killed Killed
•Pipe formating - piping is due to the volumetric shrinkage occurs during the solidification: cut off. •Segregation can be reduced by homogenization heat treatment at 1150oC 14
7
Dr.C.Ergun, Asst.Prof Mak214-E
Shaping • Ingot has very limited applications. • Therefore it is converted into semifinished products usually with hot working process. • Forging, Rolling or extrusion common methods. Product Ingot Slab Bloom Billet
Dimensions 500 x 500 x 2000 150 x 400 x 3000 200 x 250 x 3000 100 x 100 x 9000
Cross section Square Thin rectangular Thick rectangular Square
Flat Products
Dr.C.Ergun, Asst.Prof Mak214-E
Plate
5mm-50mm
Sheet
<5mm
15
Converting steel ingot into shapes •Converting ingots and continuous cast into shapes and finished products. •Thousands of different shapes by steel mils starting from ingots can be produced •Semi-finished shapes depending on their dimensions: billets, blooms, slabs. •Different manufacturing tolerances, different terminology, different surface finishes, different chemical composition are possible •Cold finished or tempered conditions are possible
16
8
Dr.C.Ergun, Asst.Prof Mak214-E
Continues Casting (Strand casting) •First introduced in 1960s. •Eliminates the Ingot teeming process. •Pouring the molten steel into a water cooled mold with a hole in the desired shape: rounds, rectangles, etc. •Usually cut into lengths and sold in this form or rolled into bars, shapes or sheets.
17
Dr.C.Ergun, Asst.Prof Mak214-E
Steel Semi-finished Products
18
9
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements on the properties of steels
19
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements
Carbon (C): decreases the ductility, formability, weldability increases the strength and hardenability. Manganese (Mn): increases the strength, shock resistance, toughness, hardenability, weldebility, hot formability, no change in ductility. In addition Mn is a strong austenite former by reducing the eutectoid temperature below to room temperature. Handfield steel with 1% C and 12% Mn has strong deformation hardening ability allowing increase in strength in service (helmets, railway equipments, rock crushers jaws, shovel dippers, etc.) Silicone (Si): increases strength, decreases the weldability, magnetic losses, oxide formation affinity, no change in ductility. In addition Si has higher affinity to O than carbon therefore used as deoxizing agent (semi-killed steels). It is also austenite former agent leading the nucleation of austenite grain in many size yielding finer grain size.
20
10
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements
Chromium (Cr): as the Cr content increases, strength, hardenability, corrosion resistance, high temperature strength, decreases the oxide formation tendency. (forms a very coherent oxide layer on the surface preventing further oxidation-- in stainless steels). It is also strong carbide former as an essential factor behaving as a strong second phase particle, therefore, obstructs the dislocation motion particularly at elevated temperatures. Nickel (Ni): increases the strength, toughness (even at sub zero temperatures), hardenability, no change in ductility. It is an austenite former, therefore, widely used in austenitic stainless steels. Molybdenum (Mo): increases the hardenability, high temperature strength, decreases the risk for temper embritterment (~0.5 % Mo). Since the melting point of molybdenum carbide is very high, it provides high temperature strength which is very useful in some HSS (high speed steel) tools.
21
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements
Vanadium (V) and Tungsten (W): as the V and W content; increases the strength, high temperature strength, wear resistance, since both are strong carbide formers widely used in HSS tools. Copper (Cu): restricted to max. 0.35%. Up to 0.2 % provides some resistance against to atmospheric corrosion. Not desired in spring steels. Aluminum (Al): used as a grain refinement agent especially in the form of AlN particles. It is also deoxidizing agent used in killed steels. Also increases nitridability. Zirconium (Zr), Titanium (Ti), Niobium (Nb) and Tantalum (Ta): Strong carbide formers even better than Cr. Therefore commonly used in austenitic stainless steel to free the Cr and thus further increase the corrosion resistance. Their even small concentration (~0.5 % ) can forms small carbides at grain boundaries providing very fine grain size which is the reason to high strength and ductility of low alloy (HSLA) steel, commonly used in automotive industry.
22
11
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements
Phosphorus (P): decreases the toughness, impact resistance, cold formability, weldebility increase the corrosion resistance. Its contend is limited 0.035% max. in quality steels. Sulfur (S): The excess sulfur reduces the ability for hot (900oC) deformation of steel forming the brittle FeS phase at the grain boundaries (hot brittleness). The solubility of S is higher than C therefore it restricts the formation of pearlite in the zones with higher S contents, leading a banded structure of pearlite and ferrite. (Macroscopy experiment: flow lines). This causes severe anisotropy in the mechanical prop of steel therefore S content is limited 0.035%. However, 0.3% S may be added to free cutting steels to increase the chip formation thus the machinability. Oxygen (O): Produces iron oxide at grain boundaries leading high brittleness in steels. Therefore steels are deoxidized with Si and Al to avoid the risk.
23
Dr.C.Ergun, Asst.Prof Mak214-E
The effects of the alloying elements
Hydrogen (H): ıt is smallest element therefore can penetrate inside of the steels along their grain boundaries. The formation of H2 molecules creates pressure at the grain boundaries. When this is associated with the external stresses acting on the material, brittle fracture may occur which is called hydrogen embitterment. This is particularly very harmful for high strength steels. Nitrogen (N): Increases the tendency of aging and strain aging of low carbon steels. Thus the distinct yield point becomes apparent and the strength increase and ductility decrease. The nitrides of Cr, Al etc. increases high temperature strength of steels. It is used in PH (precipitation hardening) stainless steels for this purpose.
24
12
Dr.C.Ergun, Asst.Prof Mak214-E
Types of Steels
•Constructional steels: •Profiles ( Fe37, Fe 42, Fe 50, 1010, 1020, 1040, etc.), •Sheet or plates -deep drawing quality ( low carbon, fine grain), thin plate, galvanize, plates for ship buildings. •Heat treatable steels (for combination of strength and ductility) •Carbon steels •Low Alloy steels (alloyed less than 5%) •Carburizing steels (low carbon steels for case hardening) •Nitriding steels (alloyed with nitride formers such as Al and Cr) •Free cutting steels: (To be easiliy cut by tools: high machinability, high S content) •Spring steels (0.5-0.6 C and good hardenability and elastic properties) •Bolt steels (Good cold formability for thread rolling) •High temperature steels: For boilers and pipes •Sub zero steels (shows no DBTT, generally austenitic steels) •Valve steels (high strength, good toughness and ductility) •Stainless steel (Ferritic, Martensitic, Austenitic, Precipitation Hardening) •Tools steels (Hot work and Cold work Tool steel, High speed steels) •Ball bearing steels •Electrical steels Extra low C with Si up to 3%. •Non-magnetizable steels -austenitic steels •High strength low alloy steels (HSLA) micro alloyed with V or Nb etc. Common in automotive industry. •Dual phase steels (contains martensite in ferrite matrix, obtained with inter-critical range annealing and quenching, widely demanded for transport vehicles) •Maraging steels ( ultra high strength as a result of martensitic transformation and following aging treatment) 25 •Cast steels:
Dr.C.Ergun, Asst.Prof Mak214-E
Designation - Coding system of Steels 1. Symbols based on the Processing method: Carbon Reduction processes Thomas Process (T) Basic Oxygen (O) Simens Martin (M) Electric arc (E) Induction Furnace (I) Solidification Process TS DIN • Rimmed (K) (U) • Semi killed (Si) (SY) (R) • Killed (Si + Al) (S)
Coding system
Turkish and German
American
American Standards Symbols based on: 2. Mechanical Properties (Tensile) (construction steels) FeXX or StXX 3. Chemical Composition a. Plain carbon (C35) b. Low alloy (15CrMo5) c. Free Cutting (22S20) d. Alloy steels (X 50 CrMoW 9 11)
•Carbon and Low alloy (1040) •Stainless steel (316) •Tool steels (T1)
26
13
Dr.C.Ergun, Asst.Prof Mak214-E
2. Construction Steels Fe14 ???
Fe XX
(or St XX) Minimum tensile strength in Kgf/mm2
Constructional Steel
St 37 (Tensile strength: minimum 37 kgf/mm2)
3. Chemical Composition (a) Plain carbon steels
C35 C % content x 100
Plain Carbon steel C 35 Ck 35 Cf 35 Cq 35
Plain Carbon Steel (S and P: lower than 0.050%) Quality Steel (S and P: lower than 0.035%) Surface Hardening grade Steel Cold Forming grade Steel 27
Dr.C.Ergun, Asst.Prof Mak214-E
3. Chemical Composition (b) Low alloy steels C % content x 100 Alloying element ordered with respect to amount
% of the highest content element x MF
Elements Multiplication Factor Cr, Mn, Ni, Si, Al, Mo, Nb, W, etc 4 V, Zr 10 C, P, S, N, Ce 100 B 1000 No number if concentration is <1% 28
14
Dr.C.Ergun, Asst.Prof Mak214-E
1.25 % Cr content
15 CrMo 5 0.15 % C Cr and Mo: Principal alloying elements
M S Ck45
Simens Martin Killed Steel
T K St42
Thomas
0.45 % C
42 Kgf/mm2
Rimmed Steel
Quality C Steel
Constructional Steel Basic Oxygen Semi Killed
O Sy C20
0.20 % C
Carbon Steel
29
Dr.C.Ergun, Asst.Prof Mak214-E
3. Chemical Composition (c) Free cutting steels S
C % content x 100
S % multiplied by 100
Free cutting Steel
Alloying element other than C and S 0.22 % C
22 S MnPb 36 22 S 20
Free Cutting Steel Mn and Pb other than C ranked order
0.36 % S
0.22 % C
0.2 % S
Free Cutting Steel 30
15
Dr.C.Ergun, Asst.Prof Mak214-E
3. Alloy steel: If total alloying element content is higer than 5%. % Alloying X elements Simens without factors Martin Alloying elements C % Content other than C x 100 No number if concentration <1%
High Alloy Steel
High Alloy Steel
X 50 CrMoW 9 1 1 Main Alloying elements Cr, Mo, W
0.5 % C
9 % Cr 1% Mo 1% W
18 % Cr 9% Ni <1% Ti
X 5 CrNiTi 18 9 Cr, Mo, Ti 0.05 % C
Dr.C.Ergun, Asst.Prof Mak214-E
American Standards
First 2 digit: Main Alloying elements
Second 2 digids: C content X100
XXXX
Carbon and Low alloy Steels 1xxx 11xx 12xx 13xx 2xxx 3xxx
31
Plain Carbon St. Free Cutting St (resulfurized) Free Cutting St. (Si added) Plain Carbon St (Mn added) Nickel steels Nickel+Chromium St.
4xxx 41xx 43xx 5xxx 6xxx 7xxx 86xx 92xx
Molibdenum St Mo + Cr St Mo + Cr + Ni St Chromium St Vanadium St Tungsten St Ni + Cr + Mo Steels Si steels
Stainless Steels Three digit designation 3xx Austenitic stainless steel 304, 316, 321, etc. 4xx Ferritic and/or Martensitic Stainless steel, 410, 430 (ferritic), 440 (martensitic),
32
16
Dr.C.Ergun, Asst.Prof Mak214-E
Code M1 T1 H10 H21 H42 A2 D2 O1 S1 L2 P2 W1
Tool Steels
Letter: Alloying elements, working cond., heat Type of Tool Steel treatment, etc. Molybdenum HSS Tungsten HSS Chromium Hot work tool steel Tungsten Hot work tool steel Molibdenum Hot work tool steel Air Hardening Medium Alloy Cold work tool steel High C High Cr Cold work tool steel Digits: Designation Oil Hardening Cold work tool steel the Composition Shock resistant steel Low alloy special purpose tool steel Low C mold steel Water hardening tool steel
33
Dr.C.Ergun, Asst.Prof Mak214-E
Types of Steels 1. Constructional steels 2. Heat treatable steels 3. Carburizing steels 4. Nitriding steels 5. Free cutting steels 6. Spring steels 7. Bolt steels 8. High temperature steels 9. Sub-zero steels 10. Valve steels 11. Stainless steels 12. Tool steels 13. Bolt steels 14. Electrical steels 15. Non-magnetizable steels 16. HSLA steels 17. Dual phase steels 18. Maraging steels 19. Cast steels 34
17
Dr.C.Ergun, Asst.Prof Mak214-E
Coding systems of Steels
What should be the characteristic feartures of heat treatable steels? Why a steel becomes a heat treatable steel? 35
Dr.C.Ergun, Asst.Prof Mak214-E
Describe the difference between carburizing and nitiding steels?
36
18
Dr.C.Ergun, Asst.Prof Mak214-E
37
Dr.C.Ergun, Asst.Prof Mak214-E
What would be the mechanism to make a steel appropriate for high T applications?
Why subzero? Which elements are improtant?
38
19
Dr.C.Ergun, Asst.Prof Mak214-E
Which elements should be dominant? Which elements are needed for martensitic stainless steels? Why?
Which elements should be dominant?
How can a PH SS be strenghtened? 39
Dr.C.Ergun, Asst.Prof Mak214-E
40
20
Dr.C.Ergun, Asst.Prof Mak214-E
41
Dr.C.Ergun, Asst.Prof Mak214-E
42
21